Rupture discs can be used as single or primary protection devices. They can also be used as a secondary device along with another safety device such as a conventional pressure relief valve (PRV). Rupture discs are very often used in combination with safety valves, isolating the valves from the process, thus saving on valve maintenance and creating a leak-tight pressure relief solution. This post discusses about combination of a rupture disc with safety valve in detail.
Table of content:
1. When to use combination of rupture disc and pressure relief valve?
2. Different arrangement for combination of rupture disc and pressure relief valve
3. Important points for combination of rupture disc and safety valve
When to use combination of rupture disc and pressure relief valve?
The combination of a rupture (bursting) disc and pressure relief valve is recommended in various scenarios. A few scenarios are discussed in the following section.

- When the safety valve needs to be protected against corrosion, contamination (e.g. in applications with waste water, coal slurry etc.) or sticky/viscous products (in applications with bitumen etc.), rupture disc and relief valve can be used together. The safety valve needs to be protected against harsh operating conditions, which could have an impact on the functionality of the safety valve (e.g. in applications involving toxic or highly corrosive mediums, like chlorine, sulfuric acid etc.).
- When we want to provide the best possible tightness to our process (e.g. in vacuum applications).
- When we want to limit expensive product leakages and achieve money savings (e.g. in applications using expensive products such as in pharmaceuticals).
- When we want to avoid an uncontrolled overall/partial shutdown of a system.
- When we want to achieve cost savings and shorter delivery times (e.g. a safety valve made of stainless steel can be protected by an upstream rupture disc made of titanium or other exotic material).
Different arrangement for combination of rupture disc and pressure relief valve
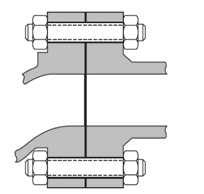
Usually, the rupture disc is installed upstream of the pressure relief valve. However, there are also applications where rupture discs can be installed downstream a pressure relief valve. Apart from that a rupture disc-pressure relief valve-rupture disc arrangement is also possible in accordance with AD 2000 Merkblatt. Bursting pressure of rupture disc is equal to the set pressure of the pressure relief valve.
Based on ISO 4126-3 standard, a length not exceeding five (5) times the nominal size of the inlet piping will have to exist between the rupture disc and the safety valve inlet.
Important points for combination of rupture disc and safety valve
Important things to be considered when combining safety valves and rupture discs are the following:
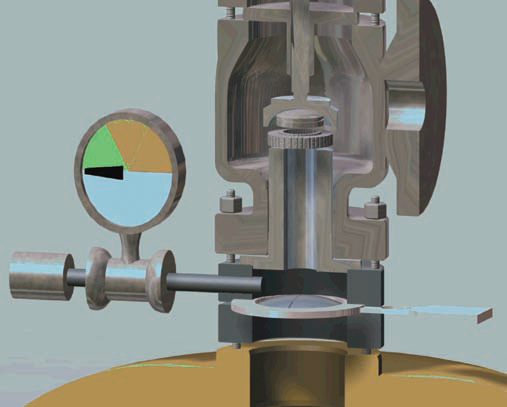
- A space monitoring device, typically a pressure indicator, must be provided between the rupture disc and the safety valve so as to have a clear indication whether the disc has ruptured but also to ensure that the space between the 2 devices is properly ventilated: without ventilation, back pressure could increase and this could change the set pressure of the rupture disc.
- It must be possible to drain any accumulated condensate that is formed between the rupture disc and the safety valve.
- Inlet lines and rupture discs upstream safety valves shall be designed in such a way that the pressure drop in the inlet line to the safety valve must not exceed 3% of the set pressure.
- For rupture discs installed upstream of safety valves, non-fragmenting rupture elements are recommended to be used so as not to damage the safety valve downstream.
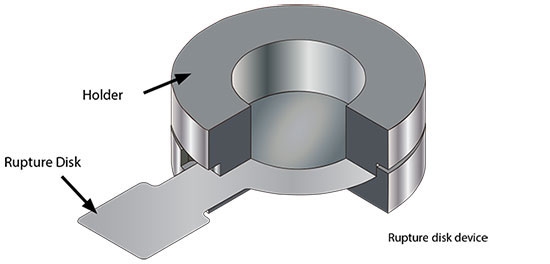
Rupture disc
Check the detailed post on rupture discs to learn more about it along with advantages and applications.
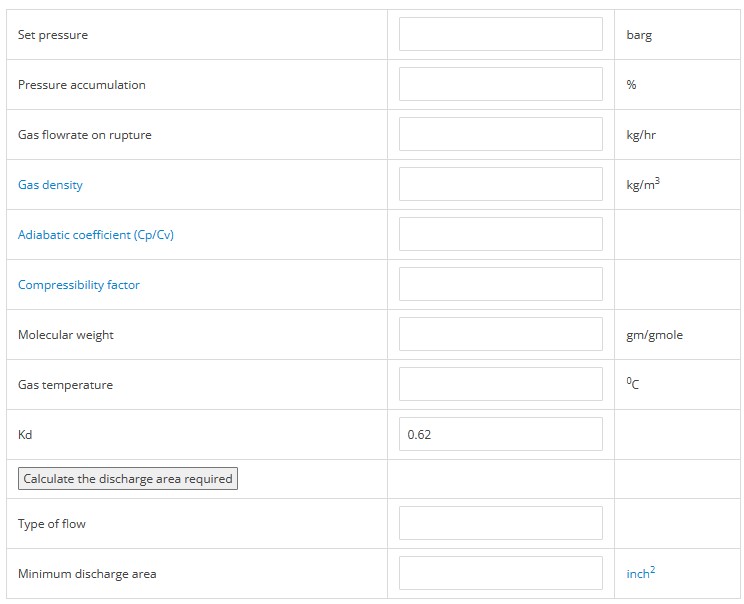
Rupture disc sizing
Rupture disc sizing can be readily performed using EnggCyclopedia's rupture disc sizing calculator.
The given calculator can be used to determine minimum area requirement for a rupture disc on a pressure vessel containing vapor.