Heat exchangers are devices that are used to transfer heat between two or more fluids. A twisted tube heat exchangers are a special type of heat exchanger that is designed with a bundle of twisted tubes instead of straight tubes. The twisted design of the tubes creates a turbulent flow of the fluid, which results in increased heat transfer between the fluid and the tube wall.
The improved thermal efficiency of a twisted tube heat exchanger is particularly useful in applications where heat transfer is a critical factor, such as in chemical processing, power generation, and refrigeration. In this post, we will explore in more detail how a twisted tube heat exchanger works, its advantages, and the applications where they are commonly used.
Table of content:
1. How does a Twisted Tube Heat Exchanger Work?
2. Advantages of Twisted Tube Heat Exchanger
3. Twisted Tube Heat Exchanger Applications
How Does a Twisted Tube Heat Exchanger Work?
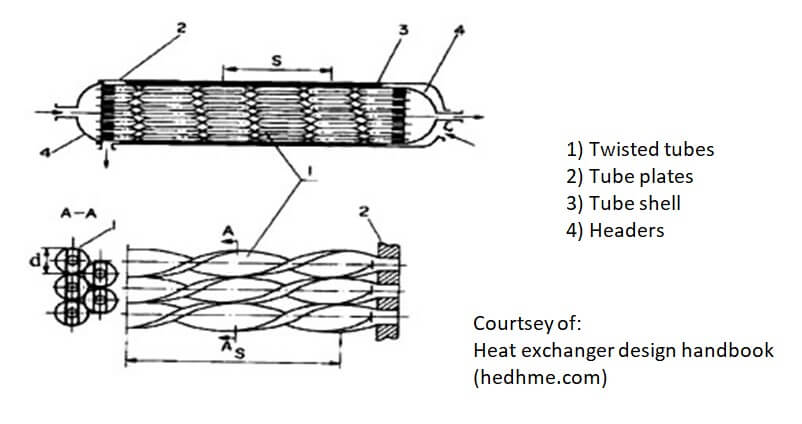
Twisted tube heat exchangers are a type of heat exchanger that utilizes a unique design of tube bundles, in which the tubes are twisted in a specific pattern. This twisting creates centrifugal force, which generates vortices and turbulence within the fluid flow. The vortices and turbulence enhance the convective heat transfer coefficient.
The improved convective heat transfer coefficient in a twisted tube heat exchanger results in a higher overall heat transfer rate between the fluids. This means that more heat is transferred in a shorter amount of time, making the heat exchanger more efficient.
Different types of twisted tube designs are available, including single-pass, multi-pass, and cross-flow designs. Single-pass designs consist of a single tube bundle, while multi-pass designs have multiple tube bundles. Cross-flow designs, on the other hand, have a perpendicular fluid flow to the tube bundle.
Advantages of Twisted Tube Heat Exchangers
The unique design of twisted tube heat exchangers offers several advantages over traditional exchangers. A few of them are discussed here.
1. In contrast, traditional heat exchangers with straight tubes are limited by the laminar flow regime, where heat transfer is restricted by the viscosity of the fluid and the thickness of the boundary layer. The twisted tube design promotes turbulent flow, which enables greater heat transfer rates and higher convective coefficients than traditional designs.
2. Twisted tube heat exchangers help to reduce fouling on the tube surface. The vortices and turbulence generated by the twisted tubes prevent the formation of a stagnant fluid layer, which can lead to fouling in traditional heat exchangers. This reduces maintenance frequency and intensity, increasing the lifespan of the heat exchanger and lowering costs.
3. Twisted tube heat exchangers are also compact, making them suitable for applications with space constraints or high-density requirements. The twisted tube bundle can achieve higher heat transfer rates in a smaller footprint than traditional heat exchangers, resulting in cost savings in installation and maintenance.
4. The twisted tube design leads to a lower pressure drop across the heat exchanger, reducing the energy required to operate the system. This can save energy and reduce operating costs in high flow rate applications.
Twisted Tube Heat Exchanger Applications
Some specific use cases for twisted tube heat exchangers are described here.
- A chemical plant may use a twisted tube heat exchanger to cool a chemical solution before entering a reactor, improving the efficiency of the reaction and reducing the risk of fouling.
- In the food processing industry, twisted tube heat exchangers may be used to pasteurize milk or sterilize packaged food products, ensuring food safety and extending shelf life.
- A petrochemical refinery may use a twisted tube heat exchanger to cool crude oil before processing, increasing the efficiency of the refining process and reducing energy consumption.