All rotating machines, pumps included, vibrate to some extent due to various reasons, the most common of which are typically the following:
- Improper installation at site
- Improper balancing of pump rotor
- Excessively turbulent fluid flow
- Pressure fluctuations
- Cavitation or internal recirculation in pumps
- Normal pump wear after prolonged operation.
Therefore, process and design engineers should not be so much interested as to whether or not a pump vibrates but concerned and instead ask themselves the following questions:
- Is the amplitude and frequency of the pump vibration sufficient to cause damage to any of the pump components.
- Is the pump vibration a symptom of some other more worrying phenomena occurring within the pump, like for example - pump cavitation?
Pump vibration monitoring instruments
Large sized centrifugal pumps are generally recommended to be equipped with typically two (2) vibration measurement instruments per bearing, one at the x-axis and the second at the y-axis. These instruments are typically programmed with two threshold values: an alarm point and a trip point. When the alarm point is reached, operator is notified at the control room in order to take measures to verify and limit the vibration level. In case the trip point is reached, the pump is tripped in order to avoid any further sustained damage which could be catastrophic to the pump and operating personnel.
Vibration monitoring instruments for pumps are generally characterised as velocimetric type. Velocimetric type instruments have a measuring range typically in inches/sec or mm/sec. Accelerometric (in inches/sec2 or mm/sec2) or distance-type (typically in microns) vibration readings are usually taken at bearings and shafts of more high-tech equipments like turbines.
Damage due to excessive pump vibration
There are basically three (3) international standards setting limits on pump vibrations. Goal of these standards is to help pump users avoid excessive levels of vibration and catastrophic failures caused by pump vibrations, which could include severe damages to pump bearings, shaft distortion etc.
In general, bearing lifetime (L10) decreases rapidly with even small increments of vibration value. Taking an example mentioned in ANSI/HI 9.6.4 standard, assuming that a vibration intensity of 0.1 inches/sec corresponds to 100% of nominal bearing lifetime, simply increasing the vibration level to 0.2 inches/ sec could reduce bearing lifetime to 60-70% of nominal bearing lifetime.
Standards for pump vibration limits
- Hydraulic Institute (HI), namely with ANSI/HI 9.6.4 standard
- American Petroleum Institute (API), namely with API 610 standard
- International Standards Organisation (ISO), namely with ISO 10816 standard
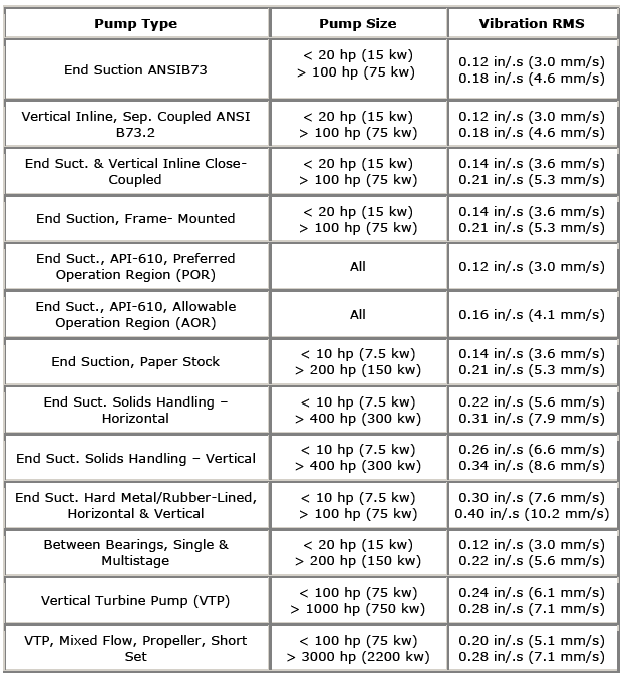
Figure - 1 Typical pumps vibration levels in accordance with ANSI/HI and API standards

Figure - 2 Typical pumps vibration levels in accordance with ISO 10816 standards (Category A is typically required for newly-manufactured pumps